低スパッタかつ高速溶接を実現する、TAWERSのオプション機能です。
他のオプションとの組み合わせも可能で、さらに幅広い効果が期待できます。こちらでご紹介する内容はすべて施工実証が可能です。お気軽にお申し付けください。
AWP4 is optional software dedicated to the TAWERS robot, which contributes to solving problems such as spatter reduction, welding speed improvements and securing weld penetration.
This is exclusive software for TAWERS (WG4). Separate peripheral equipment is required for use in addition to the software.
AWP4は従来の溶接工法では解決しきれなかったスパッタ削減、溶接の高速化、溶接不良低減などの課題解決に貢献する、溶接電源融合型ロボット「TAWERS」専用のオプションソフトです。
※TAWERS(WG4)の専用ソフトです。溶接テーブルの追加はソフト以外に別途周辺機器が必要です。詳細は、お近くの熱加工部門の営業所へお問い合わせください。
1台で多様な溶接母材に幅広く対応
アクティブTAWERS4は鉄・ステンレス(オーステナイト・フェライト)の溶接にご利用いただけます。
それぞれ母材に応じた基本的な溶接条件(テーブル)があり、標準のTAWERSと同じ使用方法でティーチング作業や条件設定が可能です。
※アルミ溶接の際には一部部品の追加や交換が必要です。
Significant reduction of spatter and higher quality bead appearance.
High-precision wire feeding and welding waveform control can significantly reduce the amount of spatter.
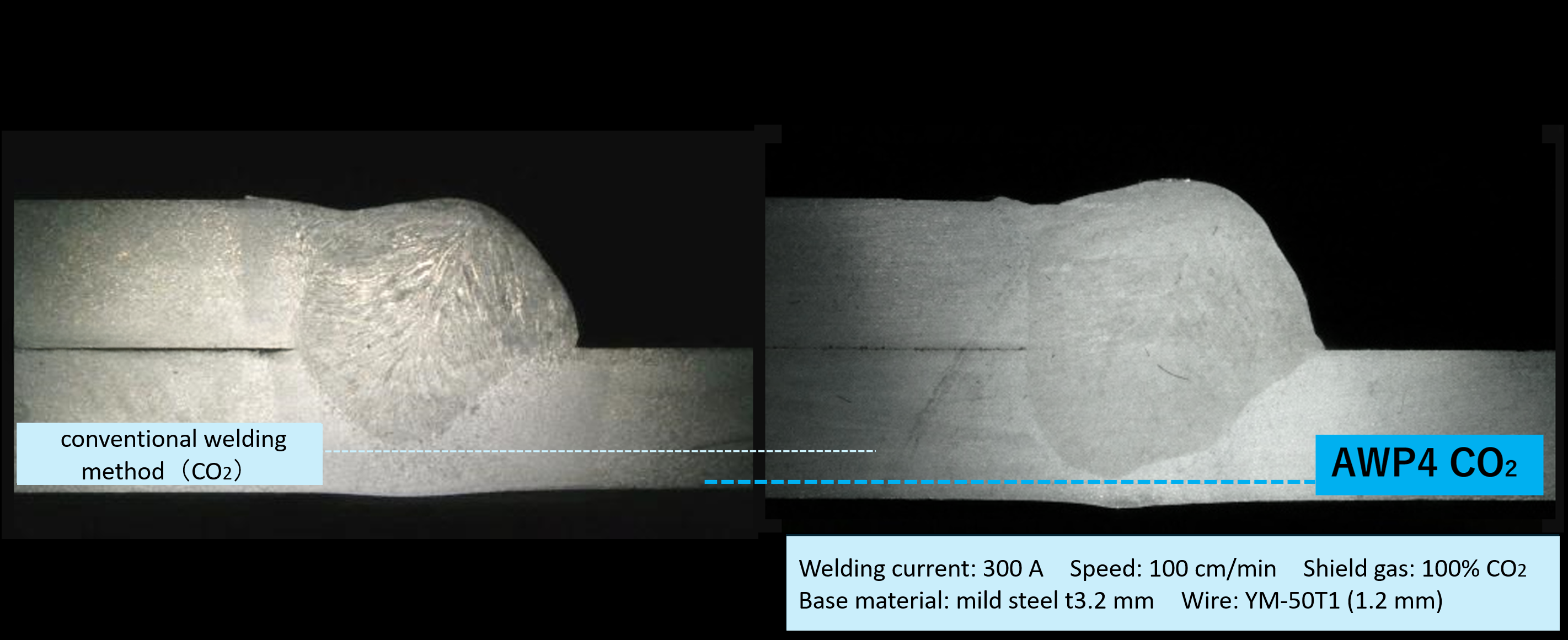
When welding with CO2 gas, spatter is reduced by 98% compared to conventional welding method*.
MAG and MIG gases can also be used as shielding gas, making the system suitable for welding a wide range of materials.
In addition, the evolution of the robot controller and welding torch and the accompanying improvements in wire feed control have stabilised the molten puddle compared to conventional welding methods, enabling a flatter bead appearance.
※ Welding current: 300 A Speed: 100 cm/min Shielding gas: 100% CO2
Base material: mild steel t3.2 mm Welding wire: YM-50T1 (1.2 mm)
※ The welding power source being compared is the YD-350GR3.
Firm penetration
General low-spatter methods tend to have low heat input welding charactor, which sometimes results in shallow penetration depending on the welding conditions.
The new AWP4 method not only evolves the hardware, but also optimises the welding waveform to suit the hardware, enabling not only reduced spatter and high-speed welding, but also ensuring firm penetration.
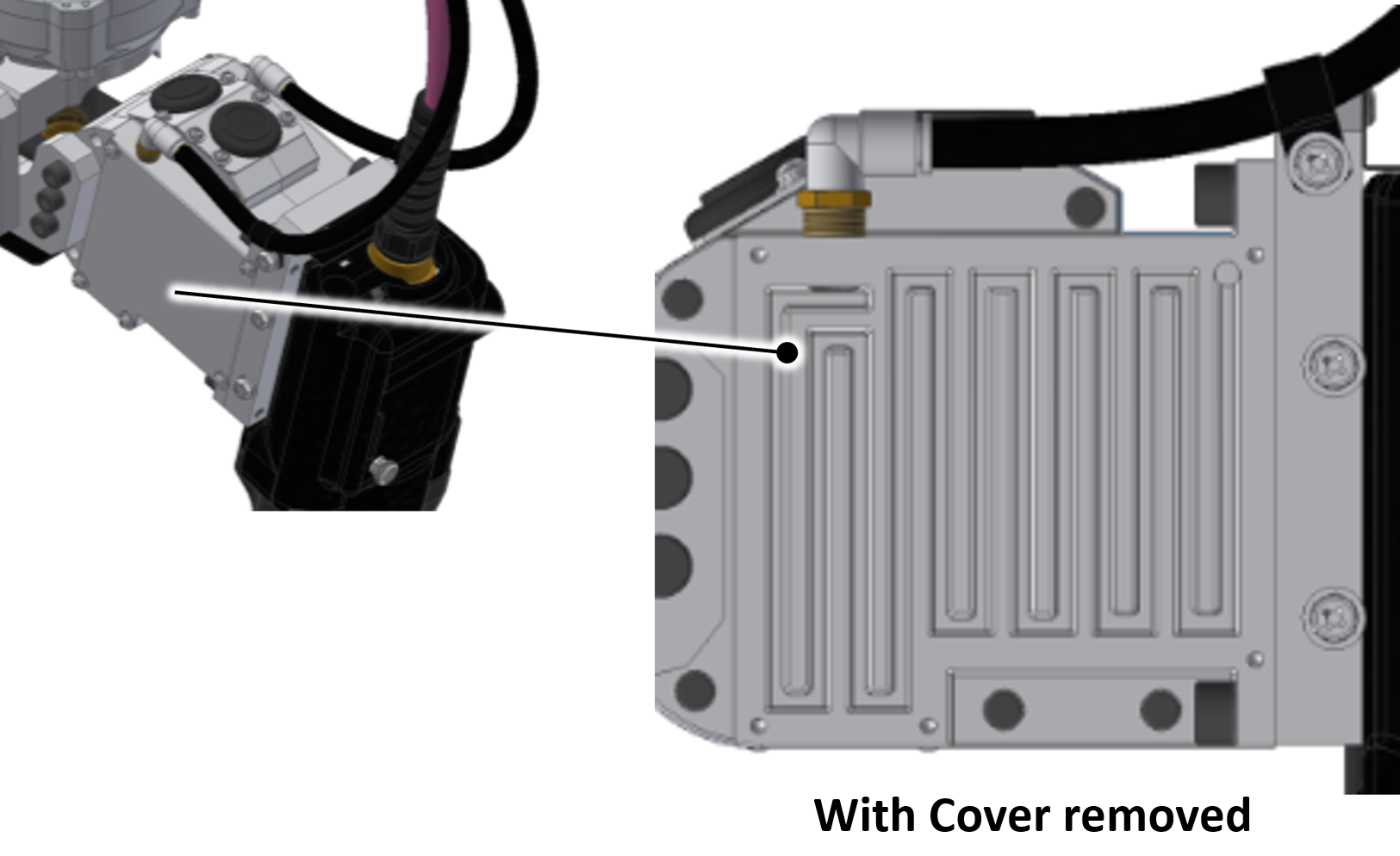
Air-cooling torch mechanism ensures high duty cycle
The AWP4 continues to be equipped with the conventional air-cooling torch mechanism for active wire welding as standard.
This enables the AWP4 to achieve duty cycle of 80 % at 310 A output for CO2 gas welding, making it suitable for heavy duty production.
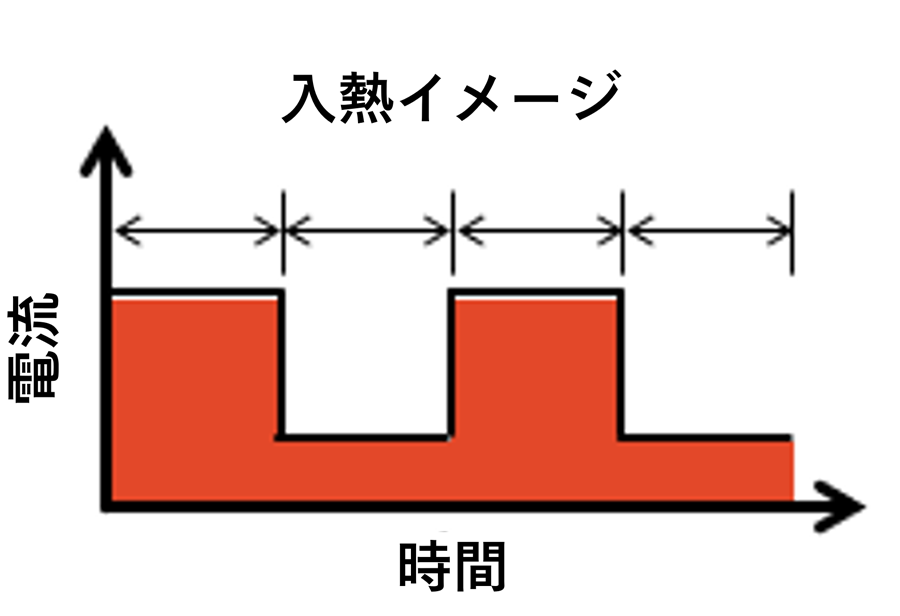
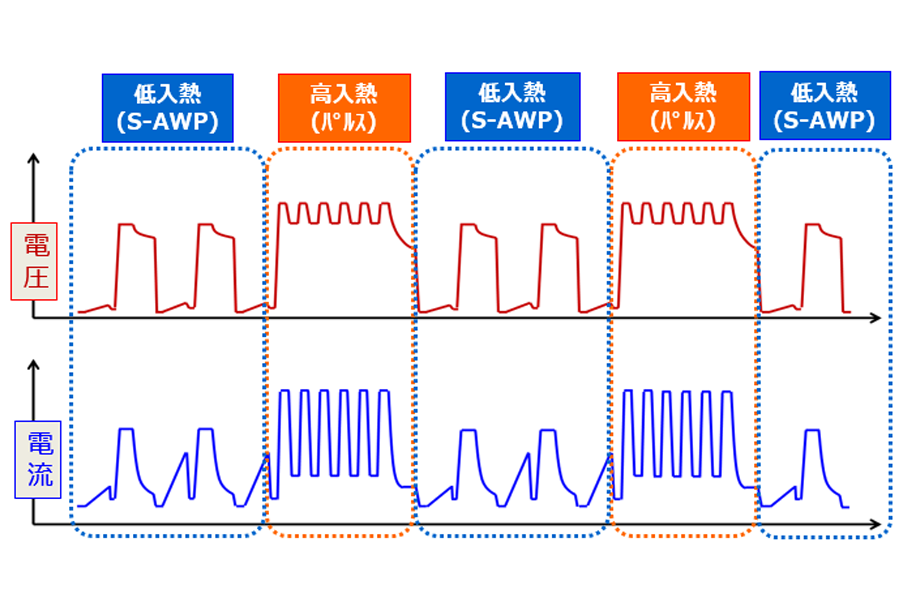
入熱をコントロールすることで薄板の溶け落ち防止やギャップ部分の溶接施工に大きな効果を発揮します。
亜鉛メッキ材の溶接品質を大きく向上させることが可能です。スパッタとブローホールの発生を低減します。
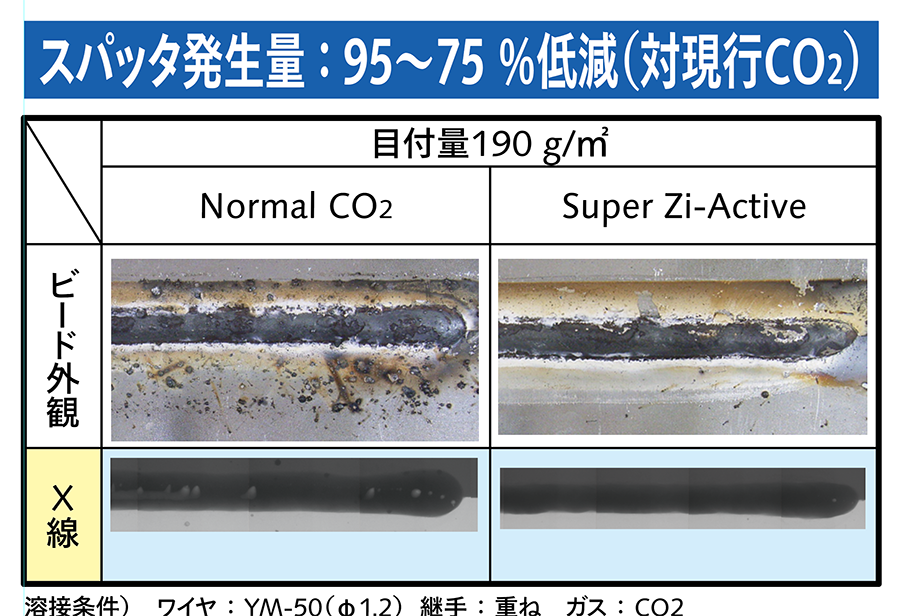
パルス溶接とスーパーアクティブ溶接を組み合わせることで、きれいなうろこ状のビードを形成できます。
This is an example of welding work on an ultra-high tensile steel plate (1180 MPa class), which is known as a difficult material to weld, with a 1 mm gap between the base metal.
Check out the high quality welding with low spatter and no burn throughs.
This is an example of how the AWP4 and the standard spiral weaving method can be combined to improve the welding quality of a workpiece with a gap between the base metals.
Check out the low spatter welding and stable arc.
・接地ケーブル1.25 mm2
・電源ケーブル1.75 mm2
長さはワイヤーブースター~コントローラーの距離に準じます。
Φ9.5のホース継ぎ手(たけのこ)が製品に付属しております。
空冷ユニット~エア供給口の長さ分をご準備ください。
開催予定のセミナーや展示会情報をまとめて掲載しています。
また、過去のセミナーや展示会情報もご覧になれます。


溶接のスペシャリストが溶接に関するお悩みに対し、実ワークで施工提案いたします。

パナソニックは全世界のお客様を支援する体制を整えております。日本から海外の工場へ生産展開するお客様も安心して当社設備をご使用いただけます。

パナソニック松溶会に加盟している方向けの特設ページです。
会員サイトP-Webへの申請書をダウンロードすることができます。
