Better welding results can be obtained by selecting and using the appropriate functions.
This page introduces the pulse function equipped on some Panasonic full digital welding machine models by control system.
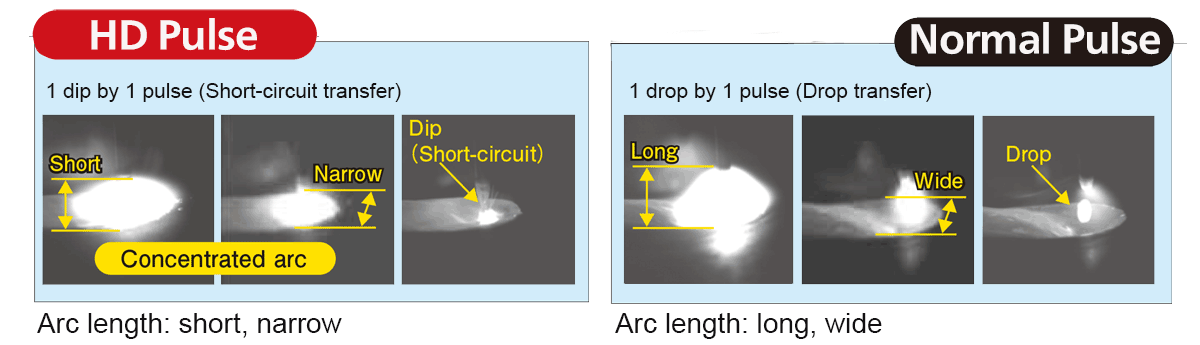
It combines the advantages of three conventional pulse control methods (hybrid, soft, and hard) into one and adds arc tracking characteristics to create an optimal arc. Effective in stabilizing hand shaking, undercutting suppression, and reducing spatter.
Current/voltage: 200 A/25.2 V Speed: 50 cm/min Base metal: Mild steel Thickness: 4.5 mm (black iron)
Joint: Horizontal fillet weld Wire: Mild solid steel Diameter: 1.2 Shield gas: Ar 80% + CO2 20%

Current/voltage: 160 A/20.2 V Speed: 50 cm/min Base metal: Stainless steel (SUS304) Thickness: 3 mm
Joint: Horizontal fillet weld Wire: SUS308 Diameter: 1.2 Shield gas: Ar 98% + O2 2%

Further evolution of GT pulse control. The arc length is controlled at a constant level even when the electrode extension changes, thus realizing high-precision pulse welding without concern for shaking.
Flow/voltage: 300 A/29.6 V Speed: 0.8 m/min Base metal: Mild steel Thickness: 3.2 mm Joint: Horizontal fillet weld
Wire material: Mild solid steel Wire diameter: 1.2 Shield gas: Ar 80% + CO2
Current/voltage: 200 A/21.6 V Speed: 0.8 m/min Base metal: Stainless steel (SUS304) Thickness: 3.0 mm
Joint: Horizontal fillet weld Wire material: YS308 Wire diameter: 1.2 Shield gas: Ar 98% + O2

Current/voltage: 170 A/20.8 V Speed: 0.8 m/min Base metal: Hard aluminum (A5052) Thickness: 3.0 mm
Joint: Horizontal fillet weld Wire material: A5356-WY Wire diameter: 1.2 Shield gas: Ar 100%

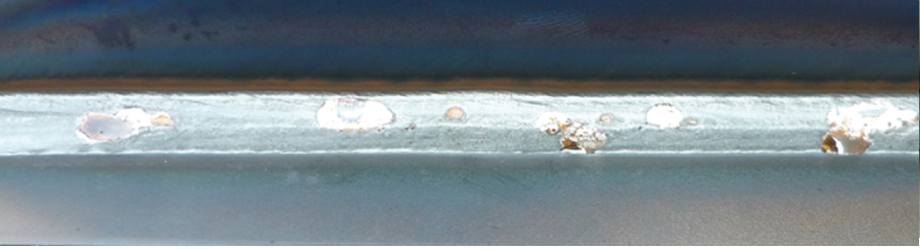
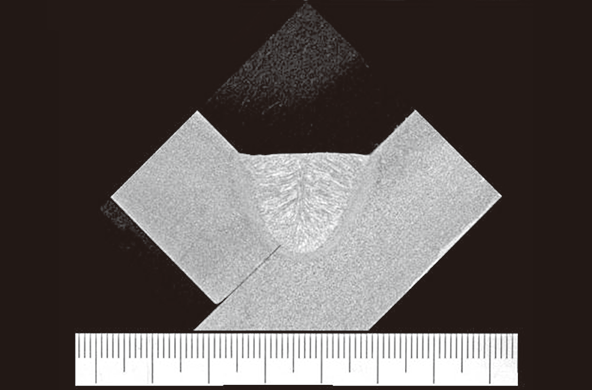
This method accomplishes low spatter in the high electric range and ideal penetration.
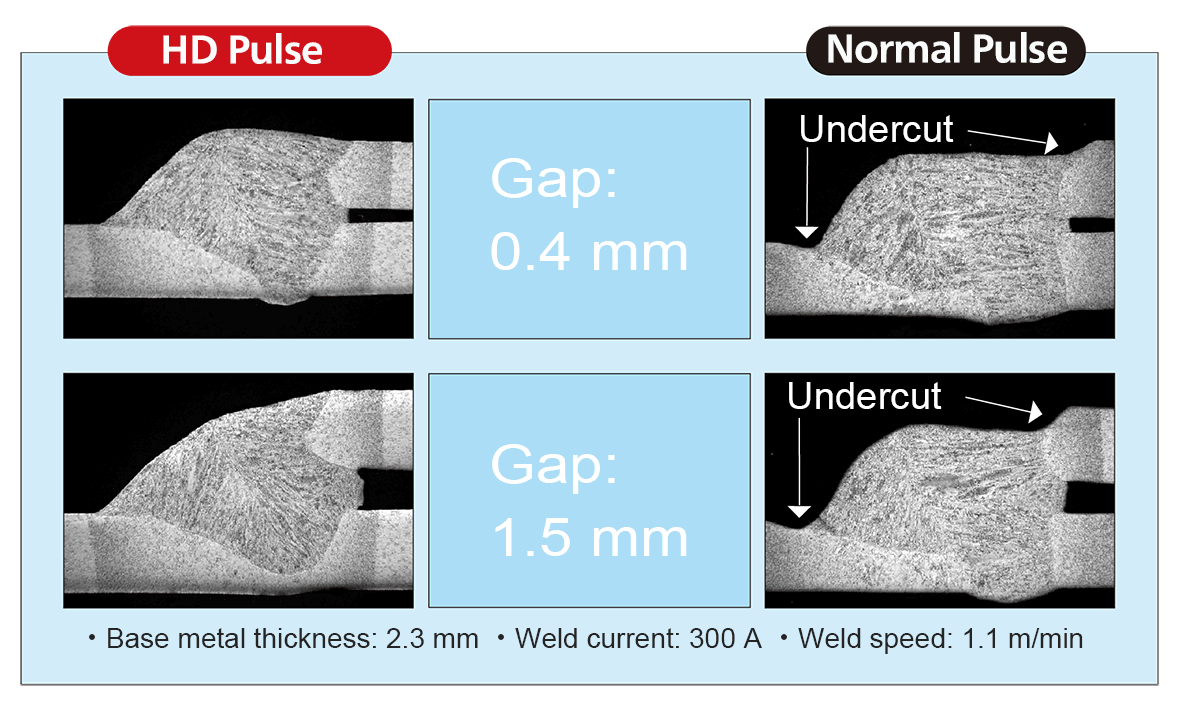
It enables high-quality welding with gapped workpieces and is effective in suppressing undercuts and preventing arc blow.
The problem with high-current welding is the rotating transition, which causes the tips to melt and chain together, and rotate under the influence of electromagnetic forces. This makes the arc unstable and causes more spatter.
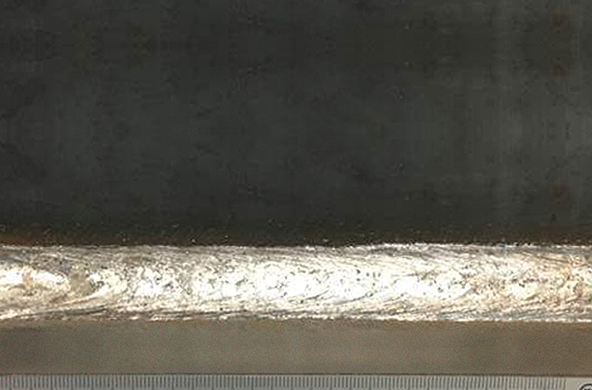
Pulse control on the YD-700VH1 provides stable droplet transfer with spray transfer, resulting in a stable arc and reduced spatter.
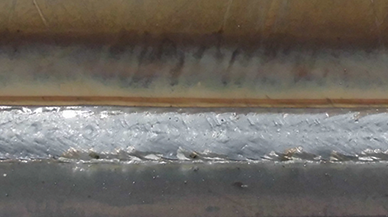
Current/voltage: 700 A/45.0 V Speed: 30cm/min Base metal: Mild steel Thickness: 22 mm
Joint: Horizontal fillet weld Wire material: YGW11 Wire diameter: 1.4 Shield gas: Ar 80%+CO2
This page introduces the power source control method, which is the core of the welding machine, in addition to its evolutionary changes.

Over the course of many years, Panasonic has been developing technology to reduce spatter, the most challenging issue in welding. Here is a brief introduction to our low spatter control.
Panasonic has established a system to support customers all over the world. Customers expanding production from Japan to overseas factories can also use our equipment with peace of mind.

Website dedicated page for members of Panasonic Shoyokai. You can download the application form to join the membership website P-Web.
