Active TAWERSシリーズはワイヤ送給制御と溶接波形制御を組み合わせ、溶接時のスパッタ発生量を削減する溶接ロボットシステムのフラッグシップモデルです。
スパッタが発生しやすいアークスタート時や、高速溶接時にもスパッタ低減の効果を発揮します。
さらに、Active TAWERSシリーズと組み合わせて使用可能なオプションソフト※も豊富にご用意しております。
軟鋼、ステンレスの他、アルミニウム、亜鉛めっき鋼板やハイテン材などの難溶接材のお困りごとにもご利用ください。
※オプションソフトや機能によっては付帯機器の追加や、正規サービス店による作業が必要になる場合があります。
Active TAWERS4(AWP4)は高精度なワイヤ送給と溶接波形制御でスパッタ発生量を大幅に削減します。
CO2ガス時、従来溶接法※1 比較で最大 98 %のスパッタを低減します。
シールドガスはMAG・MIGも使用可能※2 で、様々な材質に適応します。
※1 溶接電源350GR3相当
※2 ロボットのバージョンによっては一部のワイヤ径を選択できない可能性があります
「溶接ナビプラス」は、溶接条件の設定をサポートする機能です。
この機能では、溶接結果をもとに修正したい箇所に対してアプローチが可能です。修正方法は選択肢から選ぶだけで、初心者の方にもわかりやすく、シンプルな使用感を実現しています。
ご紹介動画はこちらです。ぜひご覧ください。
低スパッタかつ高速溶接を実現する、TAWERSのオプション機能です。
他のオプションとの組み合わせも可能で、さらに幅広い効果が期待できます。こちらでご紹介する内容はすべて施工実証が可能です。お気軽にお申し付けください。
本機能は、以下の仕様のロボットでご使用いただけます。
- 溶接電源融合型ロボットシステム TAWERS(WG4) Active TAWERS 4(AWP4)仕様
- 溶接電源融合型ロボットシステム ハイパワーTAWERS(WGH4)Super Active HP(S-AWP HP)仕様







〇:標準機能 ●:オプション機能
| 材質 | 軟鋼 | ステンレス | アルミニウム | |
|---|---|---|---|---|
| シールドガス | CO2 | MAG*1 | MIG*2 | MIG*3 |
| 定格出力350 A Active TAWERS4(AWP4) |
|
|
|
|
| 定格出力500 A Super Active HP(S-AWP HP) |
|
|
|
|
* :Active溶接法は、ソリッドワイヤ専用の溶接法です。フラックスワイヤには対応していません。
*1:Ar 80 % + CO2 20 %
*2:Ar 98 % + O2 2 %
*3:Ar 100 %
*4:アルミMIG専用のオプションソフト・溶接トーチや周辺機器で対応

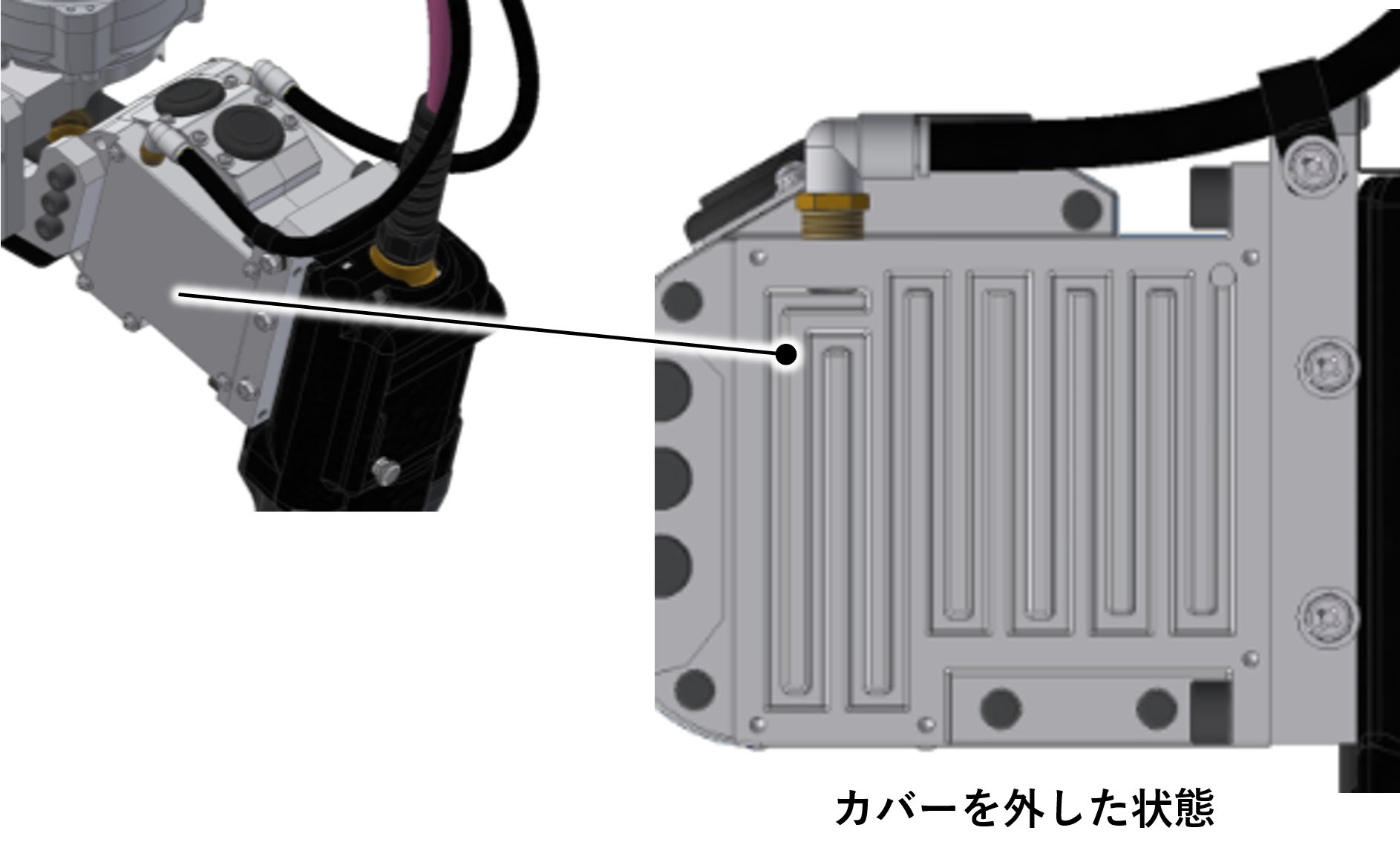
トーチの空冷機構により高使用率を実現
AWP4では、従来から搭載しているアクティブワイヤ溶接法専用トーチの空冷機構を、引き続き標準搭載しています。
これにより、炭酸ガス溶接における、310 A出力時の使用率 80 %を実現し、製造現場でのハードな使用にも対応します。
使用率自体の概要については以下のリンクをクリックでご確認頂けます。
新機能「溶接ナビプラス」に対応
「溶接ナビプラス」は、溶接条件の設定をサポートする機能です。
ワイヤを正送・逆送させる「アクティブワイヤ溶接法(AWP)」のような溶接法は、一般的な溶接法とは条件設定のポイントが異なるため、初心者の方が条件を設定するのに時間がかかることがありました。
「溶接ナビプラス」では、溶接結果をもとに修正したい箇所に対してアプローチが可能です。修正方法は選択肢から選ぶだけで、条件に反映させることができるため、初心者の方にもわかりやすく、シンプルな使用感を実現しています。
簡単な動画を掲載しておりますので、ぜひご確認ください。
AWP4は従来の溶接工法では解決しきれなかったスパッタ削減、溶接の高速化、溶接不良低減などの課題解決に貢献する、溶接電源融合型ロボット「TAWERS」専用のオプションソフトです。
※TAWERS(WG4)の専用ソフトです。溶接テーブルの追加はソフト以外に別途周辺機器が必要です。詳細は、お近くの熱加工部門の営業所へお問い合わせください。
1台で多様な溶接母材に幅広く対応
アクティブTAWERS4は鉄・ステンレス(オーステナイト・フェライト)の溶接にご利用いただけます。
それぞれ母材に応じた基本的な溶接条件(テーブル)があり、標準のTAWERSと同じ使用方法でティーチング作業や条件設定が可能です。
※アルミ溶接の際には一部部品の追加や交換が必要です。

低スパッタと高速溶接の両立で、ビード外観の向上や後処理工程の低減と、生産効率の向上を実現します。
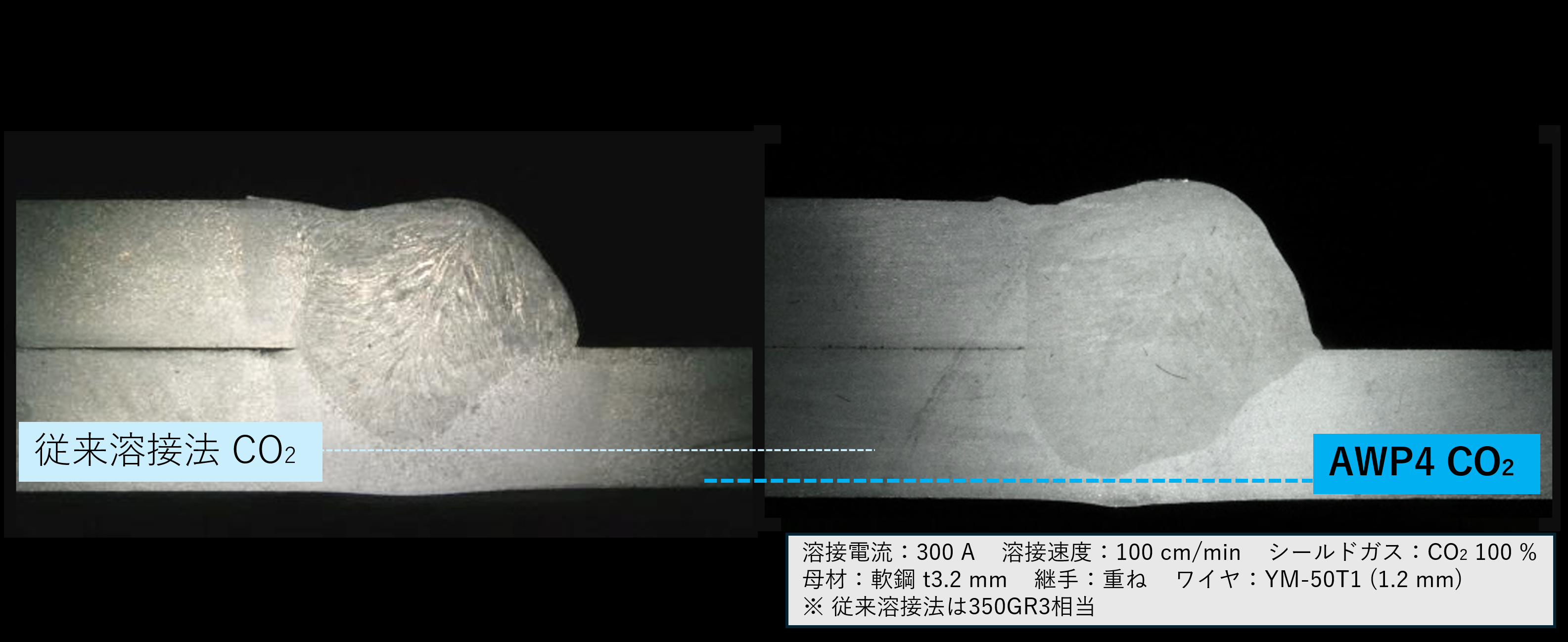
スパッタの大幅削減とビード外観の高品質化
高精度なワイヤ送給と溶接波形制御で、スパッタ発生量を大幅に削減可能です。
CO2ガス溶接時、従来溶接法※1 との比較で最大 98 %のスパッタ発生を低減します。
シールドガスはMAG・MIGガスも使用可能※2 で、様々な材質に適応します。
また、ロボットコントローラやトーチ周辺の進化と、それに伴うワイヤの送給制御の改善により、従来溶接法と比較し溶融池を安定させることで、よりフラットなビード外観の実現が可能となりました。
実際の溶接動画はこちらです。ぜひご覧ください。
※1 溶接電源350GR3相当
※2 お使いのロボットのバージョンによっては一部のワイヤ径を選択できない可能性があります。
溶込みの確保
一般的な低スパッタ工法は溶接時の入熱を抑える工法が主流であり、溶接条件により溶込みが浅くなる場合がありました。
新工法のAWP4ではハードの進化だけでなく、ハードに合わせた溶接波形の最適化を行うことにより、スパッタ低減、高速溶接だけでなく、溶け込みの確保も実現可能です。
HBC(Heat Balance Control)ソフトで1 mm以下の薄板も容易に溶接が可能。
スパッタや溶接欠陥が発生しやすい亜鉛メッキ鋼板向けのオプション機能です。

Active溶接法とCO2パルス溶接の技術を組み合わせた新しい溶接工法です。

難溶接材として知られる超高張力鋼板(1180 MPa級)に、母材間ギャップ1 mmの条件を加えた溶接施工事例です。
低スパッタで溶落ちのない、高品質な溶接をご確認ください。
オプション機能のAWP4と標準機能のらせんウィービングを組み合わせた、母材間にギャップのあるワークへの溶接品質向上事例です。
低スパッタな溶接と、安定したアークにご注目下さい。
・接地ケーブル1.25 mm2
・電源ケーブル1.75 mm2
長さはワイヤーブースター~コントローラーの距離に準じます。
Φ9.5のホース継ぎ手(たけのこ)が製品に付属しております。
空冷ユニット~エア供給口の長さ分をご準備ください。
開催予定のセミナーや展示会情報をまとめて掲載しています。
また、過去のセミナーや展示会情報もご覧になれます。




省スペース&高可搬
TSシリーズ

スタンダードタイプ
TMシリーズ

ロングアーム&高可搬
TLシリーズ

中型多用途ロボット
LA-1800

BXP210L
可搬質量:210 kg
最大リーチ:2 597 mm

BX100N
可搬質量:100 kg
最大リーチ:2 200 mm





初めてのロボット導入や老朽化したロボットの更新検討のお客様向けにWebのご相談窓口を開設しております。
導入検討における実機での溶接施工のご要望も下のリンクボタンよりお気軽にご相談ください
※現地でのお打ち合わせも受け付けております。
※導入検討以外の各種お困りごとはフリーダイヤルへお電話ください。
(フリーダイヤルはこちら)


溶接のスペシャリストが溶接に関するお悩みに対し、実ワークで施工提案いたします。

パナソニックは全世界のお客様を支援する体制を整えております。日本から海外の工場へ生産展開するお客様も安心して当社設備をご使用いただけます。

パナソニック松溶会に加盟している方向けの特設ページです。
会員サイトP-Webへの申請書をダウンロードすることができます。

#1…故障、トラブル、修理に関するご相談
#2…取扱い、仕様、施工、資料のご請求などのご相談
#3…講習会、検定に関するお問い合わせ
(土日、祝日、年末年始、当社所定の休日は除く)