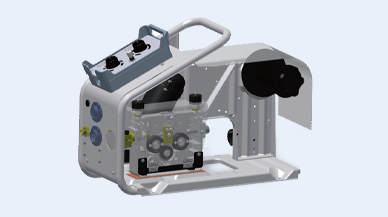
YD-600RF2TAS / 600RF2TAU
Catalog coming soon
* In addition to this product (welding power source), a wire feeder, remote control unit, torch, and gas regulator are required for welding.
Key functions
-
High deposition welding enhances production efficiency
-
Low spatter welding improves productivity
-
Stable welding even in a low current output range extends the range of welding applications
-
High current and high duty cycle
-
Operation panel meticulously designed for ease of use
A variety of arc characteristics are available as standard. The optimal mode can be selected according to various welding situations.
Differences in the temperatures and environments of the site have no impact on wire feeding, thereby preventing wires from getting caught or jamming to improve production efficiency.
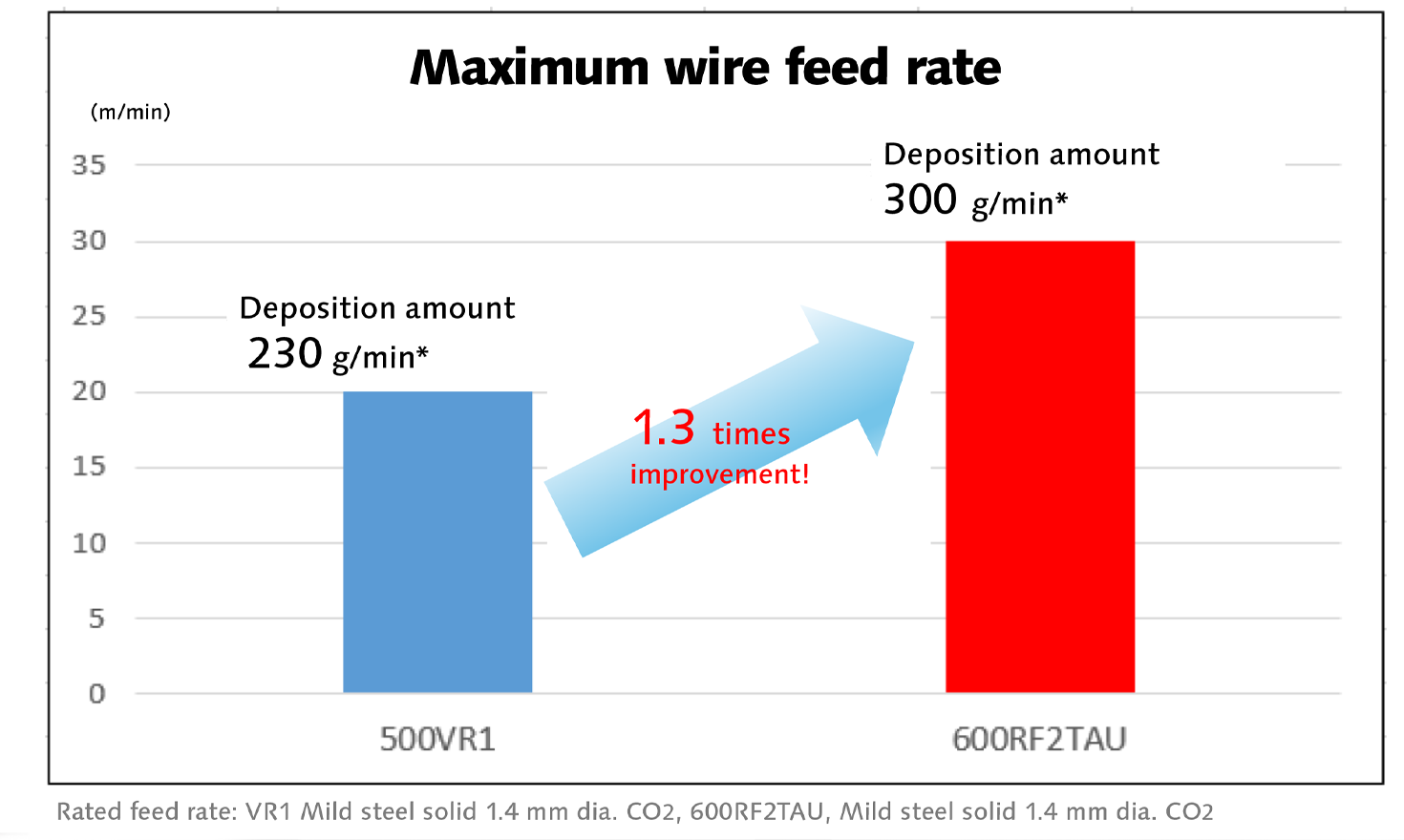
High deposition welding enhances production efficiency (RF2TAU)
With the adoption of a high-speed motor, the wire feeding rate has been improved to achieve a 1.3 times higher welding efficiency (compared to tour 500-A full digital machine). When welding the material specified by JIS for its SA-SF skill test (butt welding of 19 mm thick mild steel with a groove and backing plate), seven weld passes used to generally be required. However, these models can now weld it with just four passes.
Low spatter welding improves productivity
Low spatter is achieved during welding even in a high-current range. It has now become possible to simplify the process after welding such as grinder finishing.

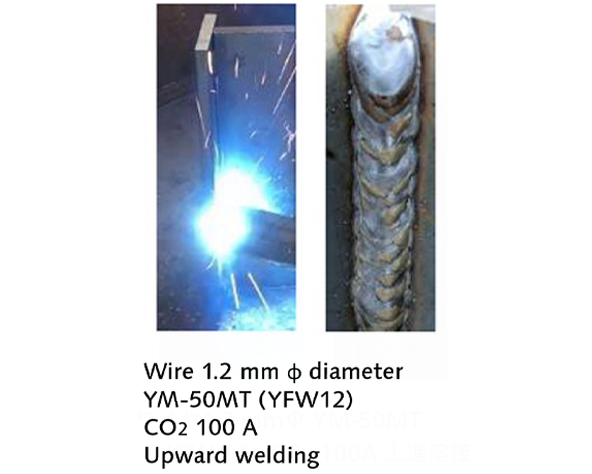
Stable welding even in a low current range extends the range of welding applications
These models can achieve welding with stable power even during low current output as well as high power output. For example, users can perform welding work by reducing the current to 100 A for wires with a diameter of 1.2 mm and to 140 A for wires with a diameter of 1.4 mm. Users can smoothly weld thin plates and perform upward welding.
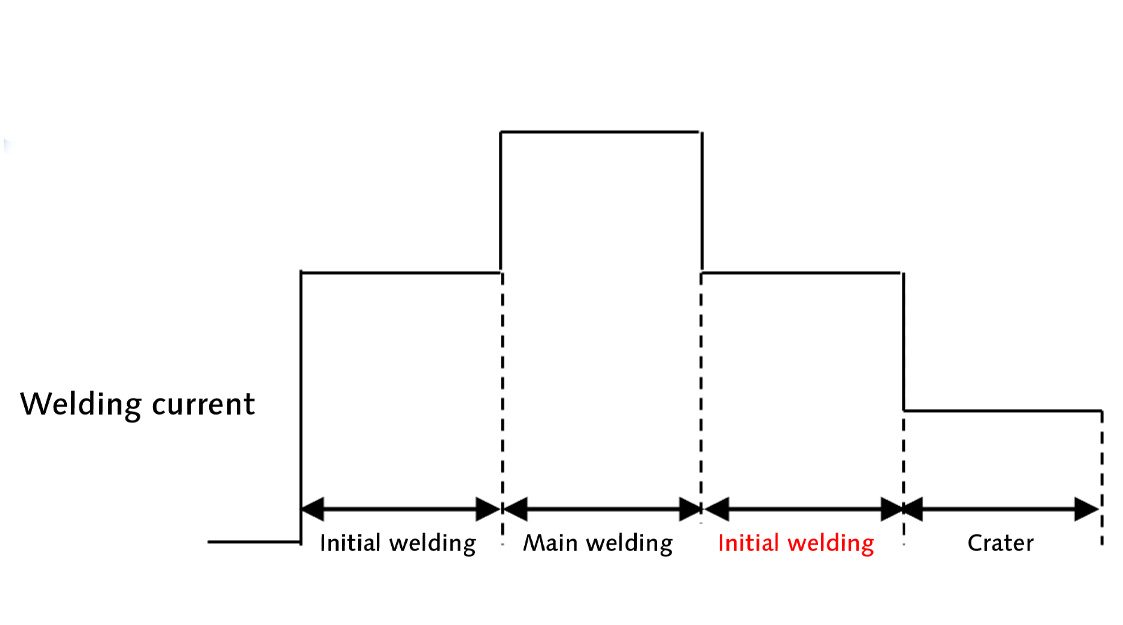
High current and high duty cycle
High power welding with a rated output of 600 A and a duty cycle of 100% has been achieved. The powerful output enables high efficiency welding. RF2TAU is equipped with double crater functions for processing a large crater at the end of a weld where a large current was applied. After the main welding process, the remaining work is completed in two steps.
Simple and easy-to-use operation panel
A simple operation panel was adopted for the welding power source in conformity with use environments. The panel is equipped with highly visible displays and features an arrangement of dials and buttons that can be operated by users wearing gloves, even in poorly lit welding sites.


●YX-25AD1
For CO2 / MAG / MIG welding

●RF-60RFR1
For YD-600RF2TAS
* Cable length : 3 m
●RF-60RFR1TAD
For YD-600RF2TAU
* Cable length : 3 m

Please purchase separately as necessary.

600RF2TAS
| Welding power source | YD-600RF2TAS | |||
|---|---|---|---|---|
| Rated input voltage | V | 200 AC (allowable fluctuation range:180 to 220) 220 AC (allowable fluctuation range:198 to 242) Selectable using the switch on the rear of the unit |
||
| Number of phases | - | 3-phase | ||
| Rated frequency | Hz | 50 / 60 | ||
| Rated input | kVa | 37 | ||
| kW | 35 | |||
| Maximum open circuit voltage | V | 73 DC | ||
| Rated duty cycle (10-minute cycle) | % | 100 | ||
| Output current adjustment range | A | 60 to 600 DC | ||
| Output voltage adjustment range | V | 14 to 50 DC | ||
| Control method | - | IGBT inverter type | ||
| Memory functions | - | 9-channel storage and reproduction | ||
| Waveform control function | - | Digital setting | ||
| Applicable welding process | - | CO₂ / MAG | ||
| Applicable shielding gas | - | CO₂ : 100 % CO₂ MAG : 80 % Ar and 20 % CO₂ |
||
| Applicable wire diameter | mm | 1.2 / 1.4 / 1.6 | ||
| Applicable wire materials | - | Mild steel, Mild steel FCW | ||
| Pre-flow timePre-flow time | s (seconds) | 0.0 to 5.0 (adjustable in 0.1 increments) | ||
| Post-flow time | s (seconds) | 0.0 to 5.0 (adjustable in 0.1 increments) | ||
| Arc spot time | s (seconds) | 0.3 to 10.0 (adjustable in 0.1 increments) | ||
| Input power supply terminal | - | Outbound cables with crimp-on terminals (M6 bolt fixing) | ||
| Output terminal | - | Copper plate terminal (with M8 bolt) | ||
| External dimensions | mm | Width 440 x Depth 585 x Height 1005 | ||
| Mass | kg | 117 | ||
● View the required power supply capacity and cable thickness data
600RF2TAU
| Welding power source | YD-600RF2TAU | ||
|---|---|---|---|
| Rated input voltage | V | 200 / 220 AC (allowable fluctuation range:180 to 242) Selectable using the switch on the rear of the unit |
|
| Number of phases, rated frequency | ー | 3-phase, 50 / 60 Hz (common) | |
| Rated input | kVA | 37 | |
| kW | 35 | ||
| Maximum open circuit voltage | V | 73 DC | |
| Output static characteristics | ー | Constant voltage characteristics | |
| Rated output | Current | A | 600 DC |
| Voltage | V | 50 DC | |
| Rated duty cycle | % | 100 | |
| Output current adjustment range*1 | A | 60 to 600 DC | |
| Output voltage adjustment range*1 | V | 14 to 50 DC | |
| Control method | ー | IGBT inverter type | |
| Memory functions | ー | 9-channel storage and reproduction | |
| Applicable welding process | ー | CO₂ / MAG | |
| Waveform control function | ー | Digital setting: -7 (low) to 0 (Standard) to 7 (high) | |
| Sequence functions | ー | Main welding/Main welding-Crater / Initial welding-Main welding-Crate / Initial welding-Main welding-Crater- Initial welding-Crater |
|
| Applicable shielding gas | ー | CO2 : 100 % CO2, MAG : 80 % Ar and 20 % CO2 |
|
| Applicable wire diameter | mm | 1.2 / 1.4 / 1.6 | |
| Applicable wire materials | ー | Mild steel / Mild steel FCW | |
| Pre-flow time | s (seconds) | 0.0 to 5.0 (continuously adjustable in 0.1 s increments) | |
| Post-flow time | s (seconds) | 0.0 to 5.0 (continuously adjustable in 0.1 s increments) | |
| Arc spot time | s (seconds) | 0.3 to 10.0 (continuously adjustable in 0.1 s increments) | |
| Input power supply terminal | ー | Outbound cables with crimp-on terminals (M6 bolt fixing) |
|
| Output terminal | ー | Copper plate terminal (with M8 bolt) | |
| External dimensions | mm | Width 440 x Depth 585 x Height 1005 | |
| Mass | kg | 117 | |
* The depth dimension does not include the input power supply terminal cover on the rear panel.
* Ar = Argon gas, CO2 = Carbon dioxide gas, FCW = Flux cored wire
● View the required power supply capacity and cable thickness data
開催予定のセミナーや展示会情報をまとめて掲載しています。
また、過去のセミナーや展示会情報も掲載しています。

Panasonic has established a system to support customers all over the world. Customers expanding production from Japan to overseas factories can also use our equipment with peace of mind.

Website dedicated page for members of Panasonic Shoyokai. You can download the application form to join the membership website P-Web.


溶接のスペシャリストが溶接に関するお悩みに対し、実ワークで施工提案いたします。

パナソニックは全世界のお客様を支援する体制を整えております。日本から海外の工場へ生産展開するお客様も安心して当社設備をご使用いただけます。
パナソニック松溶会に加盟している方向けの特設ページです。
会員サイトP-Webへの申請書をダウンロードすることができます。
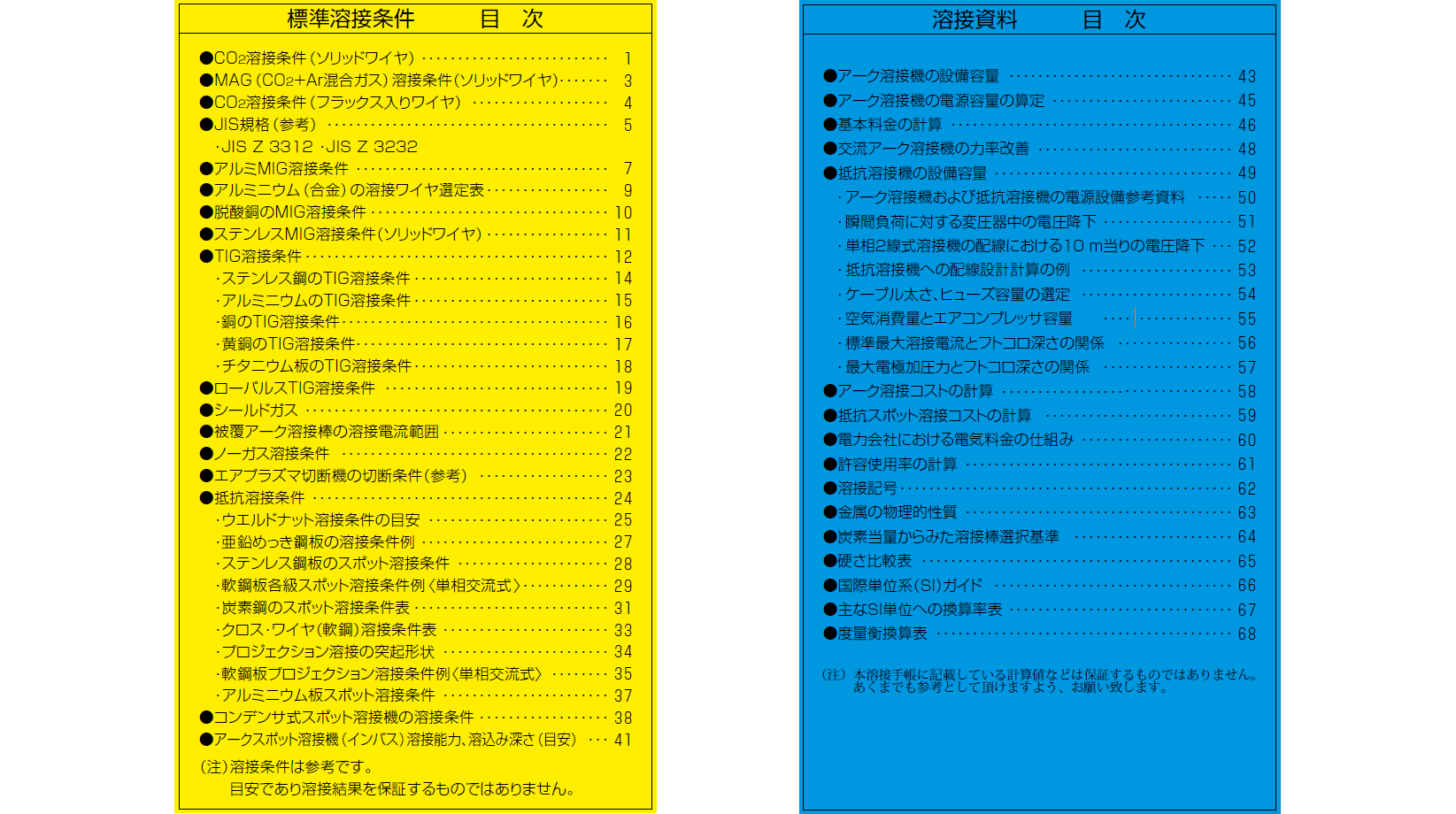
溶接機に必要な設備や溶接条件など、お客様のお困りごとを解決するお役立ち情報満載の「溶接手帳(溶接関連資料)」はこちらからダウンロードすることができます。
溶接関係のSDSを、PDFファイルでご用意しています。
当ホームページでは、労働安全衛生法と化管法に準拠したSDSを掲載しております。
外形寸法の確認や導入時のレイアウト検討などにご使用いただけます。各種ロボットの2D・3D CADデータはこちらからダウンロードすることができます。