WX4 Series(200/300/500)
* In addition to this product (welding power source), a torch and gas regulator are required for welding.Key functions
-
Various types of welding can be performed by switching the welding mode
-
Supports welding of various aluminum base materials by switching the pulse frequency
-
Safe and user-friendly design
-
50/60 Hz common
-
Output of various data to support quality control and frontline management
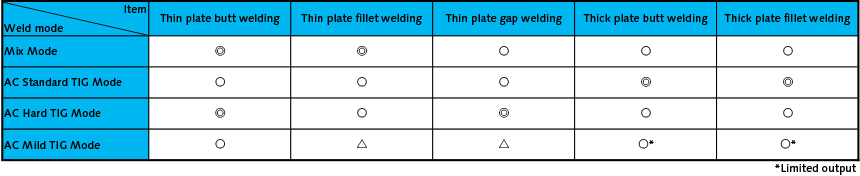
Four welding modes are available for various applications. High-quality welding can be applied to aluminum, mild steel, and stainless steel.
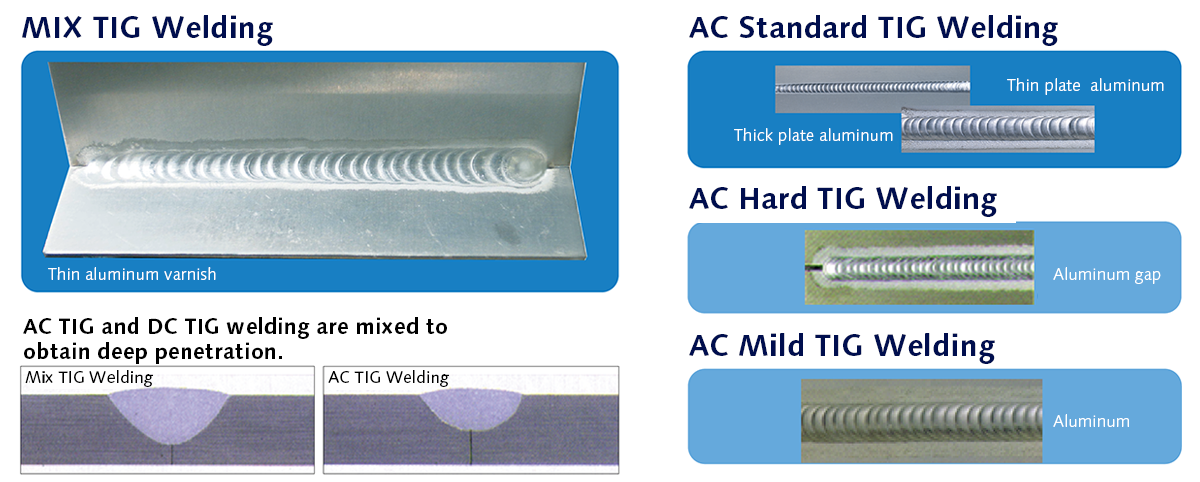
Panasonic's proprietary mix TIG welding has excellent arc convergence, enabling efficient welding. Costs can be reduced by switching the pulse control to perform high-speed welding.
The optimal welding mode can be selected according to the application
The WX4 series is a TIG welding machine that can output both AC and DC currents. In addition to switching between high and low currents, it is also possible to perform the original Mix TIG welding that alternately outputs AC and DC currents. Suitable for welding various shapes from thin to thick plates.
Capable of welding various aluminum base materials by switching the welding mode
Due to the excellent arc convergence, it is effective for fillet (lap) joint welding of thin aluminum plates. Furthermore, when welding not only aluminum but also mild steel and stainless steel, users can select an appropriate arc start according to the application, enabling high-quality welding.
Capable of welding various aluminum base materials by switching the pulse frequency
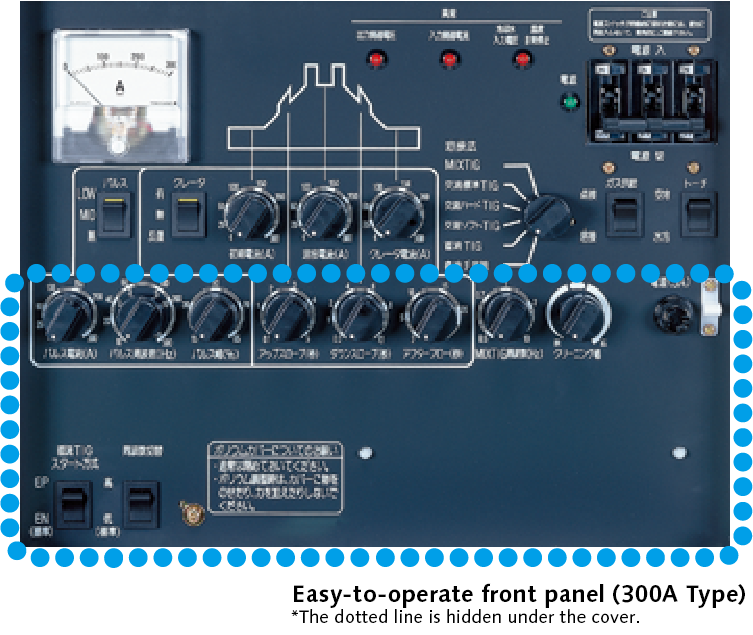
The pulse width and pulse frequency can be switched separately. Even with the same current value, the average current value and heat input vary significantly by changing the pulse width and frequency. Operation can be easily switched on the front panel.
Equipped with functions in consideration of on-site work
This product can be used anywhere in Japan (both 50 and 60 Hz supported . In addition, the rated input power voltage can also be switched with a single button. Furthermore, it is equipped with an anomaly detection function. Therefore, even if a problem occurs, it is easy to identify the cause and reduce downtime.
■ Safe and user-friendly design
- The crater control can be switched by selecting On, Off, or Repeated.
- With the function for setting the up-slope time and down-slope time
- With the function for setting the pre-flow time and post-flow time
- With a switch to turn the electric shock prevention function On or Off for DC manual welding (on the PCB)
- With an insufficient water flow detection function (torch protection)
- With terminals for connecting jigs (pulse detection, current detection, emergency stop)
- With an anomaly detection function
● Various types with rated currents from 80 to 500 A
(Standard cables with lengths of 4 m and 8 m are available)

●YX-251A
For argon gas welding

●YC-301URTRK1
(Supports 200 to 500 A)
* With a 5 m long extension cable


| Model number | YC-200WX4T00 | YC-300WX4T00 | YC-500WX4T00 | ||
|---|---|---|---|---|---|
| Rated input voltage | V | 200 AC (allowable fluctuation range: 180 to 220) 220 AC (allowable fluctuation range: 198 to 242) Selectable using the switch on the rear of the unit |
|||
| Number of phases, rated frequency | ー | 3-phase, 50/60 Hz (common) | |||
| Rated input | kVA | 9 | 12 | 24 | |
| kW | 7 | 10.5 | 19.5 | ||
| Rated duty cycle (10-minute cycle) | % | 40 | 60 | ||
| DC open circuit voltage | ー | Electric shock prevention function: On: 14, Off: 63 | Electric shock prevention function: On: 14, Off: 75 | ||
| AC open circuit voltage | ー | 63 | 75 | ||
| DC output current | TIG welding | A | 4 to 200 | 4 to 300 | 5 to 500 |
| Manual welding | A | 4 to 200 | 4 to 250 | 50 to 400 | |
| AC output current* | Mix TIG | A | 10 to 200 | 10~300 | 20~500 |
| AC standard TIG | A | 10 to 200 | 10 to 300 | 20 to 500 | |
| AC hard TIG | A | 20 to 200 | 20 to 300 | 20 to 500 | |
| AC soft TIG | A | 10 to 130 | 10 to 200 | 20 to 330 | |
| DC output voltage | TIG welding | V | 16 to 18 | 16 to 20 | 16 to 24 |
| Manual welding | V | 20 to 28 | 20 to 30 | 20 to 36 | |
| AC output voltage | Mix TIG | V | 16 to 19 | 16 to 21 | 16 to 25 |
| AC standard TIG | V | 16 to 20 | 16 to 22 | 16 to 26 | |
| AC hard TIG | V | 16 to 20 | 16 to 22 | 16 to 26 | |
| AC soft TIG | V | 16 to 17 | 16 to 20 | 16 to 22 | |
| Initial/crater current for AC standard/Mix | A | 10 to 200 | 10 to 300 | 20 to 500 | |
| Initial/crater current for AC soft | A | 10 to 130 | 10 to 200 | 20 to 330 | |
| Initial/crater current for AC hard | A | 20 to 200 | 20 to 300 | 20 to 500 | |
| Initial/crater current for DC | A | 4 to 200 | 4 to 300 | 5 to 500 | |
| Initial current control | ー | Available when the crater control is On or Repeated. | |||
| Up-slope time | s (seconds) | 0 or 0.1 to 5 | |||
| Up-slope time | s (seconds) | 0 or 0.2 to 10 | |||
| Gas pre-flow time | s (seconds) | 0.3 | |||
| Gas post-flow time | s (seconds) | 2 to 20 | |||
| Welding process that can adjust the cleaning width | ー | AC standard TIG/AC soft TIG/AC hard TIG/Mix TIG | |||
| Pulse frequency | Middle pulse | Hz | 10 to 500 | ||
| Low pulse | Hz | 0.5 to 25 | |||
| Pulse width | ー | 15 to 85 | |||
| Mix TIG frequency | Hz | 0.5 to 10 | |||
| Crater control | ー | On/Off/Repeated | |||
| External dimensions (width x depth x height) | mm | 380 × 530 × 730 | 440 × 585 × 945 | ||
| Mass | kg | 74 | 113 | ||
* Please select the appropriate conditions to ensure a stable arc condition in the low current range.
● View the required power supply capacity and cable thickness data
開催予定のセミナーや展示会情報をまとめて掲載しています。
また、過去のセミナーや展示会情報も掲載しています。

Panasonic has established a system to support customers all over the world. Customers expanding production from Japan to overseas factories can also use our equipment with peace of mind.

Website dedicated page for members of Panasonic Shoyokai. You can download the application form to join the membership website P-Web.


溶接のスペシャリストが溶接に関するお悩みに対し、実ワークで施工提案いたします。

パナソニックは全世界のお客様を支援する体制を整えております。日本から海外の工場へ生産展開するお客様も安心して当社設備をご使用いただけます。
パナソニック松溶会に加盟している方向けの特設ページです。
会員サイトP-Webへの申請書をダウンロードすることができます。
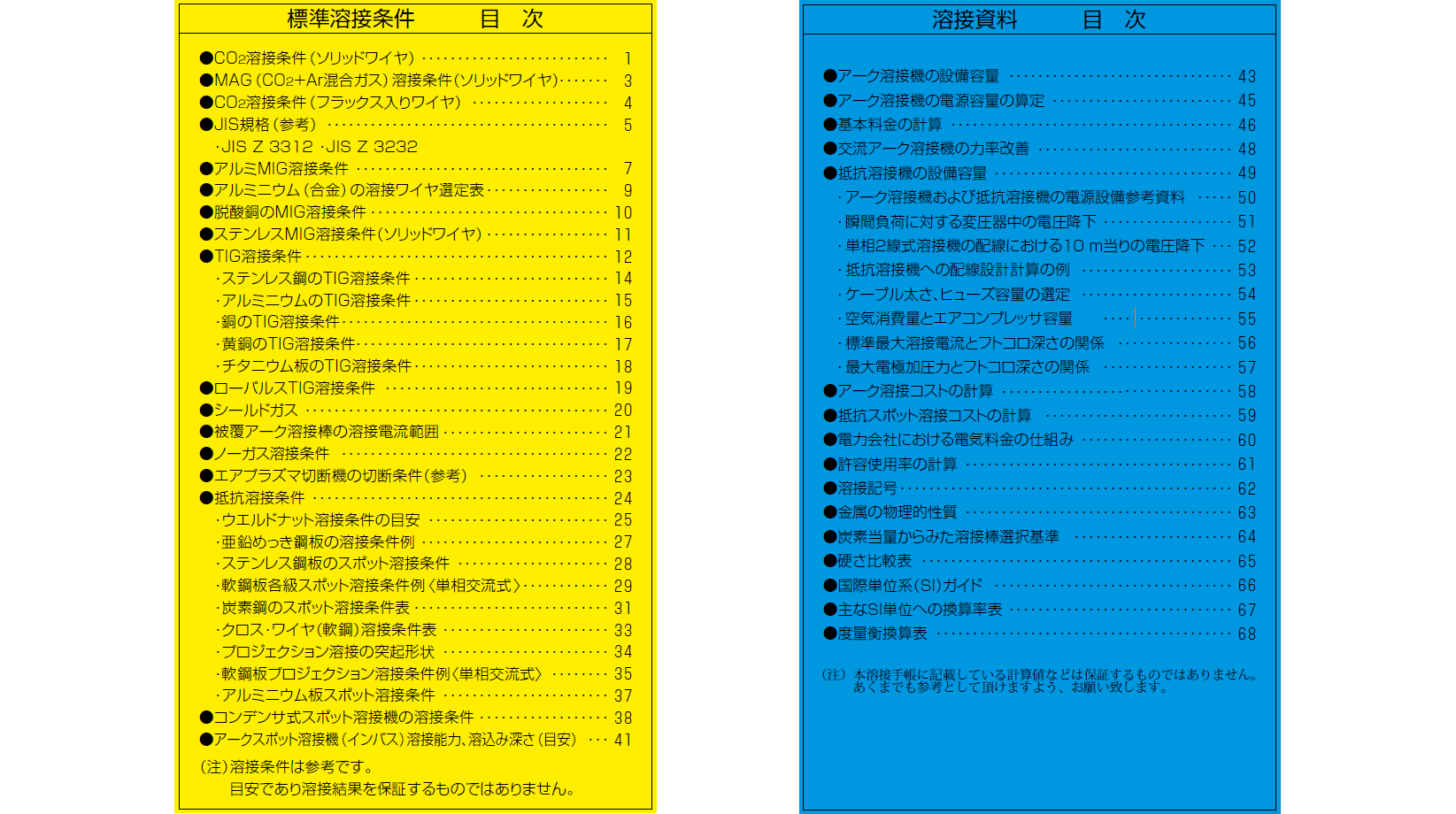
溶接機に必要な設備や溶接条件など、お客様のお困りごとを解決するお役立ち情報満載の「溶接手帳(溶接関連資料)」はこちらからダウンロードすることができます。
溶接関係のSDSを、PDFファイルでご用意しています。
当ホームページでは、労働安全衛生法と化管法に準拠したSDSを掲載しております。
外形寸法の確認や導入時のレイアウト検討などにご使用いただけます。各種ロボットの2D・3D CADデータはこちらからダウンロードすることができます。